

Removal of Arsenic from Copper Concentrates
The Toowong ProcessTM is a sustainable hydrometallurgical process for removing arsenic, antimony and other impurities from base metal concentrates. Currently many mines have no option but to ship arsenic-bearing concentrates to smelters, often on the other side of the world, and incur the associated penalties.
Key Features of the Technology
- The Toowong ProcessTM achieves over 90% arsenic and antimony removal from many copper, lead and nickel concentrates.
- The patented Alkaline Leaching (AL) process selectively leaches arsenic and antimony. Copper, lead and nickel are not solubilised (dissolved) in the process. The final product from the process is a cleaned saleable copper, lead or nickel concentrate – no expensive downstream metal recovery circuit is required.
- The leach reagents are mostly regenerated and recycled, minimising the operating costs of the process.
- Environmentally sensitive elements are recovered and concentrated for disposal using conventional practices. This enables arsenic to be managed on site at the mine.
- Arsenic and antimony values can be returned to their native environment at the mine site.
- Highly effective for high arsenic grades – suitable for treating whole of concentrate or a high arsenic bleed stream from a processing plant.
- The process also has application as an antimony recovery process for antimony mines.
Meeting the Challenge of Arsenic
Copper operations globally are facing increasing challenges with arsenic. As clean copper ore bodies are depleted, increasingly dirty ore bodies – with higher grades of deleterious elements – are being studied and mined. Previously, mining companies would reject these ore bodies in favour of the better quality ore bodies available. The increasing presence of arsenic in mine products is a sign of the global challenge facing the copper industry.
Arsenic has huge environmental and health issues for the smelters who receive these products, with many smelters situated near high density populations. Globally, the smelter industry is responding to this by restricting the level of arsenic they will accept in mine products. In 2006, China set a bench mark maximum of 0.5% As in concentrates; other countries have reduced the limits further. It’s been reported that since 2014, arsenic in concentrates has exceeded the global smelting capacity to treat it.
The Toowong ProcessTM enables operations to manage arsenic in ore bodies at the mine site. The product from the Toowong ProcessTM is a cleaned concentrate that can be shipped direct to smelters. Using the Toowong ProcessTM, arsenic can be fixed in an environmentally stable form at the mine site, potentially more environmentally stable than its native original form. The benefits of this are enormous – instead of shipping arsenic often across the globe to a densely populated area, arsenic is stored at its original site.
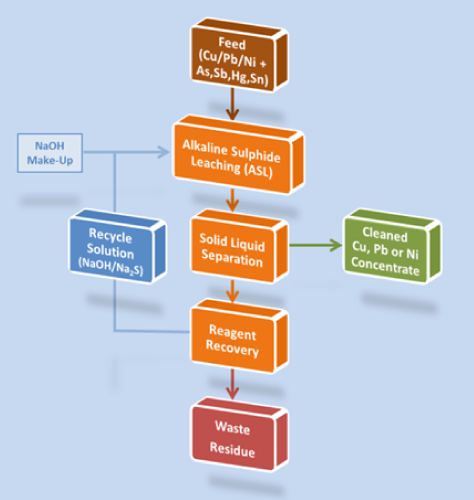
What is the Process?
At the heart of the process is a patented Alkaline Leaching (AL) step that solubilises key penalty impurities or metals. The chemistry of the leach leaves the copper, lead or nickel in solid form in the concentrate, eliminating the need for downstream recovery of these metals. For antimony applications, the final product stream is the AL leach liquor, which can be passed to conventional downstream metal recovery.
The Toowong ProcessTM is a significant breakthrough and departure from historical understandings of arsenic leaching, which have traditionally required large and expensive quantities of sulphide reagent addition and management of large sulphate waste streams. In the Toowong ProcessTM, Core has developed process chemistry that is self-sustaining, allowing most of the reagents to be generated from the concentrate in situ in the leach, or recovered downstream and recycled to the AL step. Significant investment by Core in chemical analysis instrumentation and methods has supported this breakthrough.
Integrated pilot plant demonstration
Core has carried out a $4.5m pilot plant demonstration of the Toowong ProcessTM. Over 34 days, 1.2 tonnes of concentrate was treated with the process. Arsenic removal of 95% was achieved, lowering the As grade from 1.1% to 0.1%. The product from the pilot plant was a cleaned copper concentrate suitable for sale. The pilot plant was run in full recycle mode, to demonstrate the robustness of the process in a real-world style application.

Target Metals & Minerals
The Toowong ProcessTM is a mineral specific technology. Minerals that the technology is effective on include:
- Enargite Cu3AsS4
- Tetrahedrite (Cu,Ag)12(Sb,As)4S13
- Tennantite (Cu,Fe)12As4S13
- Boulangerite Pb5Sb4S11
- Jamesonite Pb4FeSb6S14
- Meneghinite CuPb13Sb7S24
- Bournonite PbCuSbS3
- Ullmannite NiSbS
- Gersdorffite NiAsS, and many other sulfosalt minerals.
Often these minerals also contain deleterious amounts of Hg and Sn, which can also be removed by the Toowong ProcessTM.
Technology Update
As of September 2022, The Toowong ProcessTM Technology and all related patents have been acquired by a leading resources group. Core Resources and the resources group will now complete the final stage of technology commercialisation. This will include the design and operation of a fully integrated continuous demonstration plant of the complete flowsheet at Core’s laboratories in Brisbane. The objective of this final stage of development is to deliver engineering data to allow the design and costing of a full-scale commercial treatment plant. For further information please see Core’s latest news update.
